 保定厚壁无缝钢管厚壁无缝钢管生产的生产制造工艺可分为冷拔、冷轧、热轧、热扩四...
保定厚壁无缝钢管厚壁无缝钢管生产的生产制造工艺可分为冷拔、冷轧、热轧、热扩四... 保定ASTM A106 GR.B无缝钢管ASTM A106 GR.B无缝钢管属于美标钢管,A106包括A106-A,A106-B。前者相当于...
保定ASTM A106 GR.B无缝钢管ASTM A106 GR.B无缝钢管属于美标钢管,A106包括A106-A,A106-B。前者相当于... 保定不锈钢无缝三通不锈钢无缝三通是用于管道分支处的一种管件。对于采用无缝管制造...
保定不锈钢无缝三通不锈钢无缝三通是用于管道分支处的一种管件。对于采用无缝管制造... 保定碳钢弯头碳钢弯头采用 的钢作为基础材质,能都用于多种情况的管...
保定碳钢弯头碳钢弯头采用 的钢作为基础材质,能都用于多种情况的管... 保定碳钢同心大小头碳钢同心大小头介绍:圆心在同一条直线上的大小头叫做同心大小头...
保定碳钢同心大小头碳钢同心大小头介绍:圆心在同一条直线上的大小头叫做同心大小头...
L290直缝钢管应该有两类:一是中小直径钢管、壁厚不太大一般采用高频连续焊接,成为高频直缝焊管,二是大直径或大壁厚钢管通过液压机将原料钢板分步初步成型,然后采用埋弧焊接方法,再经热扩的加工方法。焊缝余高小,有利3PE涂层的包覆。
管线钢在使用过程中,除要求具有较高的耐压强度外,还要求具有较高的低温韧性和优良的焊接性能。
L290M钢管
标准:GB/T9711.2-1999石油 气工业输送钢管交货技术条件
化学成份:
C,≤ 0.22
Si,≤ 0.45
Mnb,≤ 1.30
P,≤ 0.025
S,≤ 0.015
V,≤ 0.05
Nb,≤ 0.05
Ti,≤ 0,04
L290直缝钢管焊接要求等级要求以实验材料为0.7mm厚的直缝钢管钢板,镀层厚度为12.9μm,其σb=265.1MPa。试件尺寸为50mm×20mm×0.7mm,接头为搭接式,搭接尺寸为20mm。电极材料为Cr-Zr-Cu合金,其成分与性能见表1。本实验的现场条件是在某汽车焊接车间右轮罩工位进行数据采集。点焊参数如表2所示。由于每个电极在实际生产中共维修25次左右,因此本实验又将每组分为五个小组,即电极分别在维修五、十、十五、二十和二十五次之前取下。
直缝钢管,对焊接的要求不同。比如点焊电极是点焊过程中的易耗零件,他的重要作用就是传输电流、加压以及散热。由于电极与工件接触时的温度较高,而且自身具有 的电阻,也会发热,因此,电极头部的温升很快,达到了稍低于溶池金属熔点的高温,致使电极头部在高温及压力作用下很快失效。焊点质量及电极性能是判断电极是不是失效的一个 基础、 直接的评判方法。因此,对于直缝钢管焊点质量及点焊电极性能的研究具有关键的意义。

 保定钢制冲压弯头 钢制冲压弯头的制作工艺&nb...
保定钢制冲压弯头 钢制冲压弯头的制作工艺&nb...  保定内外涂塑螺旋钢管 内外涂塑螺旋钢管是采用PE(改...
保定内外涂塑螺旋钢管 内外涂塑螺旋钢管是采用PE(改...  保定X60螺旋钢管 X60螺旋钢管将带钢送入焊管机...
保定X60螺旋钢管 X60螺旋钢管将带钢送入焊管机... 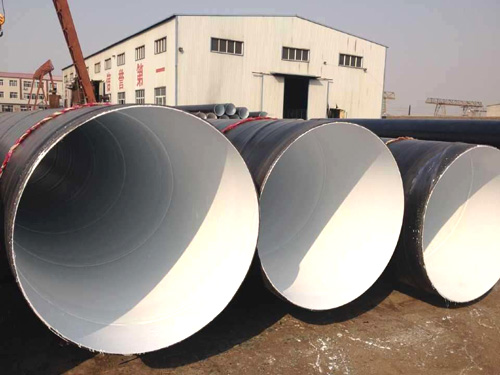 保定环氧富锌管 环氧富锌管是目前普遍采用的...
保定环氧富锌管 环氧富锌管是目前普遍采用的... 
