 钢套钢复合保温钢管钢套钢复合保温钢管是地下直埋管道中的一种,采用没有混凝土结构...
钢套钢复合保温钢管钢套钢复合保温钢管是地下直埋管道中的一种,采用没有混凝土结构... 水泥砂浆钢管水泥砂浆钢管可用于市政工程:适用高层建筑给水、热网供热、自来...
水泥砂浆钢管水泥砂浆钢管可用于市政工程:适用高层建筑给水、热网供热、自来... 外环氧煤沥青岩棉保温钢管外环氧煤沥青岩棉保温钢管采用环氧煤沥青材料,环氧煤沥青具有优...
外环氧煤沥青岩棉保温钢管外环氧煤沥青岩棉保温钢管采用环氧煤沥青材料,环氧煤沥青具有优...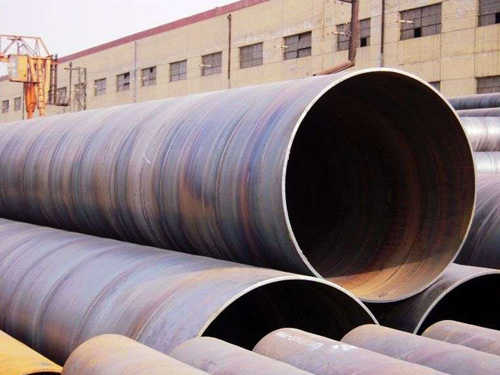 Q345B螺旋钢管Q345B螺旋钢管中的Q345B是一种钢管的材质。Q代表的是这种材质的屈服...
Q345B螺旋钢管Q345B螺旋钢管中的Q345B是一种钢管的材质。Q代表的是这种材质的屈服... 不锈钢锻制三通不锈钢锻制三通是指有三个开口的管接头,材质为不锈钢。所用工艺...
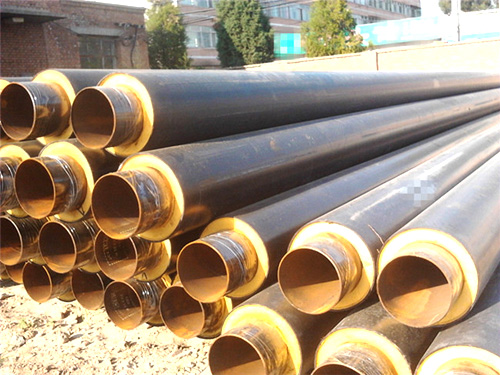
不锈钢锻制三通不锈钢锻制三通是指有三个开口的管接头,材质为不锈钢。所用工艺...近年来国内各行业对钢管保温管道的需求有所增加,国内钢管厂的制作工艺已经较为成熟,各种都可以生产,其中3PE钢管的性能优势 为突出。在制作保温钢管中通常要用的设备有管缓冲平台、拨管机组、牵引机、穿管机械、高压发炮机、修补平台、传动线、钢管预热炉、抛丸机主机等设备。3PE钢管在检测中要应用到检验台和不合格钢管返回传动线等。应用这些不仅可以良好的保温钢管,而且产品质量也通过严格的检测。
3PE钢管的具体制作工艺为, 先对钢管进行检验,综合各种条件对钢管进行检验,使之符合制作保温钢管的条件。检查钢管有没有被腐蚀,检查并除去钢管上的绣。下一步是把除锈后的钢管套在聚乙烯套管内,进行穿管成型。然就经过封头修补,在里面注入聚氨酯泡沫,要充分填满空隙,使之充分填充。检验钢管,对制作完成的保温钢管进行成品的检验。
国内目前钢管保温技术已经投入市场,在市场中3PE钢管里普遍应用。其中高温蒸汽保温管道具有成型好、体积密度小、热导率彽、保温绝热、吸音性能好、。其在保温层进行分层、错缝、采用不锈钢带分段捆扎。保温材料的物理化学性能在达到 行业现行产品标准以外,还应当到绿到保温管道做深层直埋“钢套钢”管道的应用要求的特点。
3PE钢管保温性能好,热损失仅仅为传统管材的百分之二十五,长期运行还是可以节约比较大的资源,明显的降低能源成本,并且还是具有比较强的和能力,并且也不需要附设管沟,直接就可以买入地下或者水中,在施工上也是简便,综合的造价也比较低,在低温条件下也是具有良好的和性,并且在 的环境中还可以直接的埋入冻土。
3PE钢管壁厚不均问题分析:
1、螺旋状壁厚不均原因:
1)穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整原因造成的壁厚不均,一般沿3PE钢管的全长呈螺旋状分布。
2)在轧制过程中定心辊打开过早、定心辊调整不当以及顶杆抖动等造成的壁厚不均,一般沿3PE钢管全长呈螺旋状分布。
措施:
1)调整穿孔机轧制中心线,使两轧辊的倾角相等,按轧制表给定参数调整轧管机。
2)针对 种情况,根据毛管出口速度调整定心辊打开时间,轧制过程中定心辊不要打开过早,以防止顶杆抖动,造成壁厚不均。定心辊开口度需要根据毛管直径的变化作适当调整,并考虑毛管跳动量的大小。
2、直线状壁厚不均原因:
1)芯棒预穿鞍座高度调整不合适,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,造成壁厚不均甚至拉凹缺陷。
2)连轧轧辊间隙过小或过大。
3)轧管机中心线偏差。
4)单、双机架压下量不均,会造成3PE钢管单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称偏差。
5) 臼断裂,内外辊缝差大,会造成3PE钢管直线型非对称偏差。
6)连轧调整不当,堆钢、拉钢轧制会造成直线型壁厚不均。
措施:
1)调整好芯棒预穿鞍座的高度、芯棒与毛管对中。
2) 换孔型及轧制规格时应测量轧辊间隙,使实际轧辊间隙与轧制表保持一致。
3)用光学对中装置调整轧制中心线,年度大修时 校正轧管机中心线。
4)及时 换 臼断裂的机架,实施测量连轧辊内、外辊缝,出现问题并及时 换。
5)连轧时,要避免拉钢、堆钢。
3、头、尾部壁厚不均原因:
1)管坯前端切斜度、弯曲度过大、管坯定心孔不正易造成钢管头部壁厚不均。
2)穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。
3)穿孔机抛钢不稳定易造成毛管尾部壁厚不均。

