 长春螺纹法兰螺纹法兰是将法兰的内孔加工成管螺纹,并和带螺纹的管子配套实现...
长春螺纹法兰螺纹法兰是将法兰的内孔加工成管螺纹,并和带螺纹的管子配套实现... 长春不锈钢对焊法兰不锈钢对焊法兰是管件的一种,是指带颈的并有圆管过渡的并与管子...
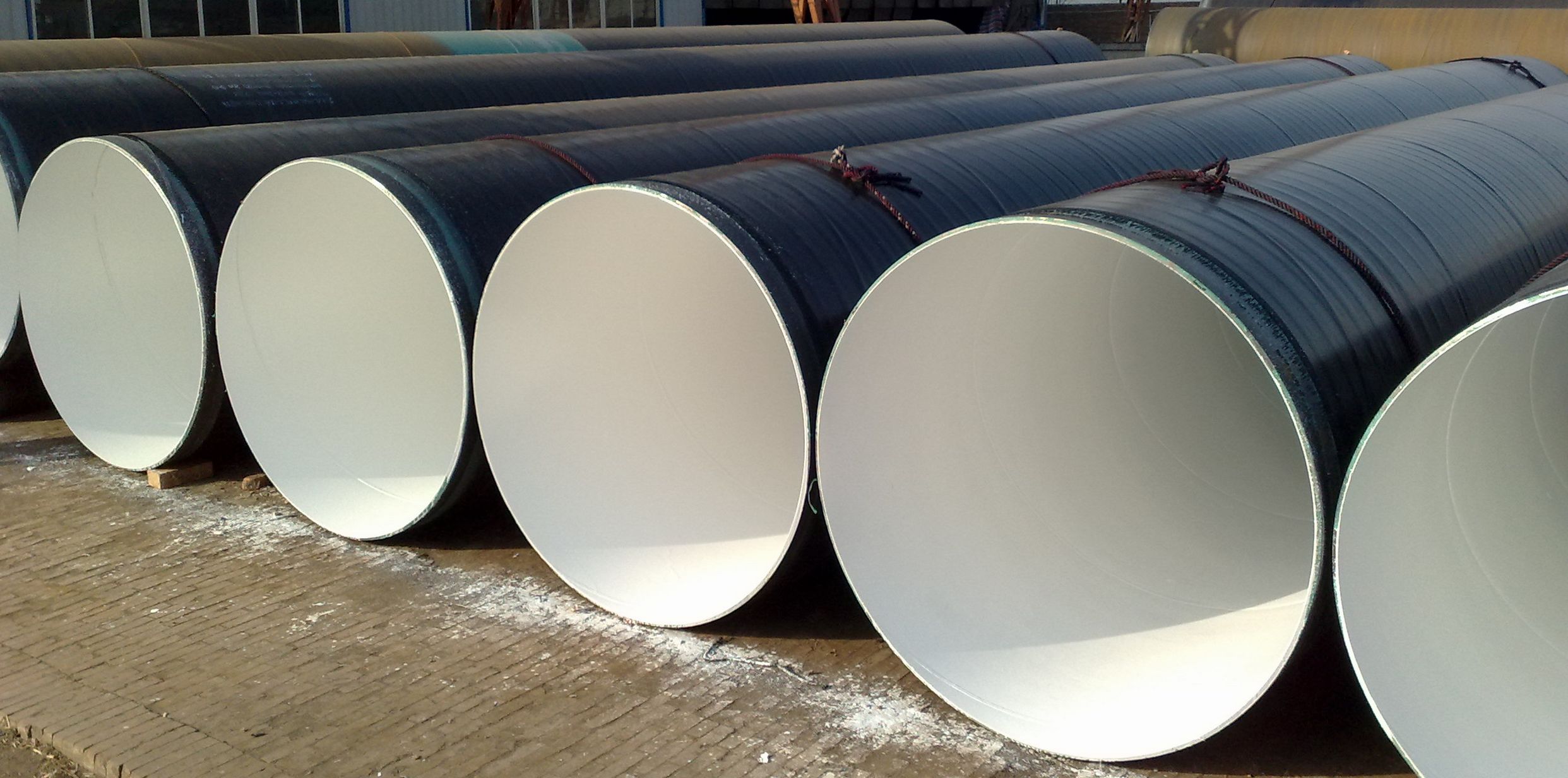
长春不锈钢对焊法兰不锈钢对焊法兰是管件的一种,是指带颈的并有圆管过渡的并与管子... 长春大口径螺旋钢管大口径螺旋钢管是一种笼统的叫法,一般是指直径大于1米的螺旋钢...
长春大口径螺旋钢管大口径螺旋钢管是一种笼统的叫法,一般是指直径大于1米的螺旋钢... 长春碳钢大口径对焊弯头碳钢大口径对焊弯头是钢制热压成型或者锻打成型的弯头,它的连接...
长春碳钢大口径对焊弯头碳钢大口径对焊弯头是钢制热压成型或者锻打成型的弯头,它的连接... 长春LSAW直缝钢管LSAW直缝钢管指的是双面埋弧焊直缝钢管,埋弧焊直缝钢管按其不同...
长春LSAW直缝钢管LSAW直缝钢管指的是双面埋弧焊直缝钢管,埋弧焊直缝钢管按其不同...
不锈钢锻制三通是指有三个开口的管接头,材质为不锈钢。所用工艺为锻制三通。用于改变流体方向,可用于输水管路,输油管路及各种液体化工材料输送管路。主要用于医学,水利(节水灌溉,给水排水),能源(石油, 气,核工业),建筑等工程。
不锈钢锻制三通管件是一种常用的管道元件,一般是通过对管材胀形来获得的,其原理是依靠料的塑性拉伸,在压力作用下使直径较小的管坯沿径向向外扩张。三通只有两种,等径三通和异径三通。等径三通就是三个口一样大小;异径三通就是一段主管加上一个小的分支管,显然,两个大的尺寸是主管,中间接出来的小尺寸就是支管。
不锈钢锻制三通是管道工程中常用的管件之一,其结构形式有多种,按制造工艺可分为(冷、热)锻制三通三通、锻制三通和焊制三通,焊制三通又可分为厚壁加强焊制三通、单筋加强焊制三通和碟式加强焊制三通三种。按三通的外部形状可分为斜三通、正交三通和Y形三通。
国内标准锻制三通,不论是行业标准(如电力部GD87、化工部标准),还是 标准(GB12459-90),均为锻制三通。对本工程而言,按配管要求,应采用Y形分流三通。
对三通的选用原则,按电力行业的规范,在可能的条件下,优先采用冷、热挤压成型的三通或锻制三通,其次采用厚壁加强焊制三通。对单筋加强焊制三通, 严格控制加强筋与三通主体的焊接和检验条件,不宜采用碟式加强焊制三通。
锻制三通材质好、,的锻制方式是多向模锻,但设备与工艺复杂,锻制三通制造较少采用。目前大机组的主汽管上的三通普遍采用整锻三通,国内仅某些重型机器厂已具备这种生产能力,常规的加工方法一般是先由锻造厂锻出方坯,再切削加工成锻制三通。
锻制管件在管件制造业中,广义的“锻制”是个较为宽泛的概念,是指用管、板和锻件为原材料制造的,其制造方法包括几乎所有管件成形工序的内容。而涉及到具体品种(包括承插焊和螺纹管件的所有品种、支管座和其它需要锻造成形的管件,如厚壁的锻制三通等)的情况时,所谓“锻制”是与英文"forged"对应的,即指主要采用锻造方式成形的管件。这里所述的内容是指后一种锻制。
根据管件的不同品种和要求,锻制管件主要采用模锻、自由锻和切削加工成形工艺进行。通用的模锻方法带有较大飞边,耗费材料,为了降低材料消耗,一些管件制造厂开始采用无飞边的成形工艺制造,取得了较好的效果。本节主要介绍模锻、自由锻和切削加工成形制造管件的工艺情况。
①模锻
对承插焊和螺纹的三通、四通、弯头等小尺寸管件,其外形相对复杂,应采用模锻成形工艺制造。
模锻所使用的坯料应为经过轧制的型材,如棒材、厚壁的管材或板材。当使用钢锭作为原料时,应预先将钢锭轧成棒材或经锻打后再作为模锻的坯料使用,以钢锭中的偏析、疏松等缺陷。
坯料经加热后放入模具中锻压(视情况不同,可能要经过初锻后再进行模锻),压力使金属流动而充满模腔;模锻后的毛坯如有飞边的话,还要经过冲去飞边余料的步骤,从而完成全部模锻工作。
②自由锻
对形状的管件或不宜采用模锻成形的管件可用自由锻工艺制造。自由锻应锻出管件的大致外形;如三通,应锻出支管部位。
③切削加工
对某些外形为筒状的管件可由棒材或厚壁管直接切削加工成形,如双承口管箍、活接头等。加工时金属材料的纤维流向应与管件轴向大致平行。对于三通、四通、弯头类和管件不得使用棒材直接切削加工成形。
 长春外环氧煤沥青内IPN8710钢管 外环氧煤沥青内IPN8710钢管目前...
长春外环氧煤沥青内IPN8710钢管 外环氧煤沥青内IPN8710钢管目前...  长春玻璃钢缠绕保温钢管 玻璃钢缠绕保温钢管一般指玻...
长春玻璃钢缠绕保温钢管 玻璃钢缠绕保温钢管一般指玻...  长春ERW直缝钢管 ERW钢管(ERW直缝钢管)”就是高...
长春ERW直缝钢管 ERW钢管(ERW直缝钢管)”就是高... 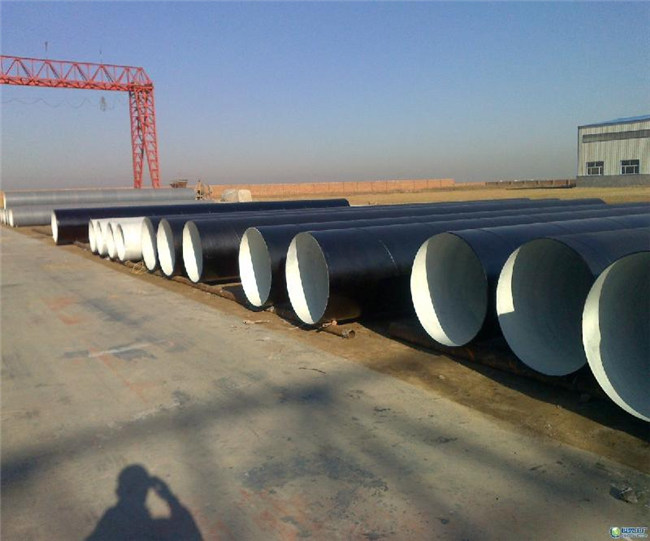 长春内8710外环氧树脂管 内8710外环氧树脂管底漆:由聚...
长春内8710外环氧树脂管 内8710外环氧树脂管底漆:由聚... 
