 上海环氧富锌管环氧富锌管是目前普遍采用的钢管道工艺,也是目前国内西气东输及...
上海环氧富锌管环氧富锌管是目前普遍采用的钢管道工艺,也是目前国内西气东输及... 上海碳钢偏心大小头碳钢偏心大小头除使用钢管为原料生产异径管外,对部分规格的异径...
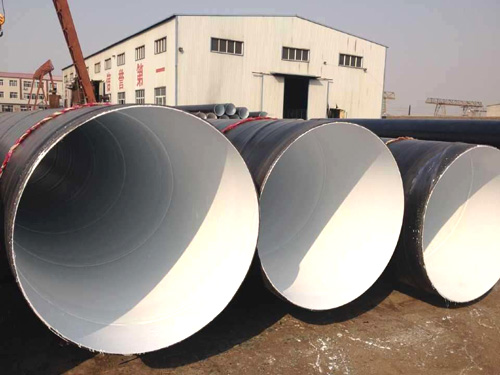
上海碳钢偏心大小头碳钢偏心大小头除使用钢管为原料生产异径管外,对部分规格的异径... 上海外二布三油内环氧树脂钢管外二布三油内环氧树脂钢管中“二布三油”就是在做好的基层面上涂...
上海外二布三油内环氧树脂钢管外二布三油内环氧树脂钢管中“二布三油”就是在做好的基层面上涂... 上海聚乙烯外护管夹克保温管聚乙烯外护管夹克保温管保温材料用于各类冷水,冷气,冷油管线圆...
上海聚乙烯外护管夹克保温管聚乙烯外护管夹克保温管保温材料用于各类冷水,冷气,冷油管线圆...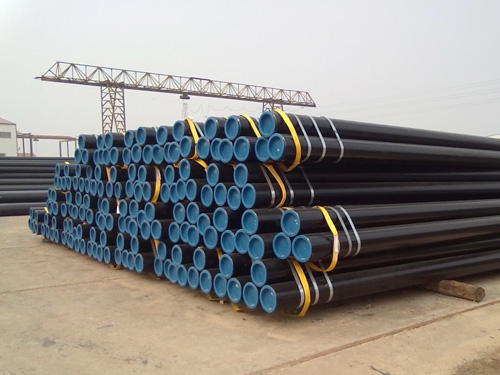 上海API 5L GR.B无缝钢管API 5L GR.B无缝钢管生产工艺,一般用无缝管:是用10、20、30、35、4...
上海API 5L GR.B无缝钢管API 5L GR.B无缝钢管生产工艺,一般用无缝管:是用10、20、30、35、4...
碳钢等径三通也是管件的一种,两端直径相同。
三通为管件、管道连接件。又叫管件三通或者三通管件,碳钢等径三通,三通接头,用在主管道要分支管处。
三通是具有三个口子,即一个,两个出口;或两个,一个出口的一种化工管件,有T形与Y形,有等径管口,也有异径管口,用于三条相同或不同管路汇集处。[1]三通的主要作用是改变流体方向的。
表示方法如下:对于等径三通,比如"T3"(3英寸=DN80)三通则表示外径是3英寸的等径三通。对于异径三通,比如"T4×4×3.5"(4英寸=DN100,3.5英寸=DN90)表示同径为四英寸异径为3.5英寸的异径三通。材质一般为10#20#A3Q2320g20G16MnASTMA234ASTMA10STMA403等,三通,外径范围在2.5″-60″(2.5英寸=DN65,60英寸=DN1500),壁厚3-60mm,从26″-60″(26英寸=DN650,60英寸=DN1500)为焊接三通。壁厚28-60mm。压力等级为Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80、Sch100、Sch120、Sch140、Sch160、XXS。
大口径碳钢等径三通的接头焊缝就在主管与支管相交的相贯线上,形状和位置比对接焊缝复杂,焊接时焊缝质量不易控制。据统计,这类焊缝的泄漏率占所有工艺焊缝泄漏率的80%,主要缺陷是未焊透、气孔、夹渣等。相贯线上的焊缝坡口,目前主要是通过手工气割或等离子切割而成,加工精度不高,坡口角度偏小,焊接工艺参数选择不当,造成未焊透。焊制三通质量缺陷的另一个主要原因就是工艺下料错误、把支管的外坡口加工成内坡口,支管直接搭接在主管上进行焊接。未焊透使焊缝的强度降低,对于输送腐蚀性介质的管道,随着生产周期的增加将使焊缝的热影响区减薄,导致焊缝泄漏。产生气孔、夹渣的原因是焊接前坡口及附近的油、锈、水分等杂物未清理干净,焊接过程中皮未除净。另外焊接操作时,焊接速度过快,焊接电流又太小,加快了焊缝的冷却速度。大口径三通三通是用于管道分支处的一种管件。对于采用无缝管制造三通来讲,目前通常所采用的工艺有液压胀形和热压成形两种。热压成形:三通热压成形是将大于三通直径的管坯,压扁约至三通直径的尺寸,在拉伸支管的部位开一个孔;管坯经加热,放入成形模中,并在管坯内装入拉伸支管的冲模;在压力的作用下管坯被径向压缩,在径向压缩的过程中金属向支管方向流动并在冲模的拉伸下形成支管。三通为管道连接的管件,主要用在主管道上要分支管的地方。三通管件具有三个口,其主要作用是用来改变流体方向的,它的连接形式就是将三通直接与钢管进行对接。
三通管件的分类有很多种,按照管件口径的不同分为等径三通和异径三通,按照支管的方向分有正三通和斜三通,按照材料的不同分有碳钢三通、合金钢三通、不锈钢三通等,按照不同的连接方式分为普通三通、螺纹三通、卡套三通和承插三通。等径焊接三通盖面焊分两层焊接,一层对马鞍形坡口焊缝进行局部填平补焊,使焊缝均匀、圆整、高度一致,为盖面焊打下基础;二层进行成形盖面焊接。等径焊接三通焊接时焊丝水平方向摆动,等径焊接三通始终保持焊道与水平面平行,防止形成焊瘤。随着焊接的进行,等径焊接三通焊道与管接头中心线的角度不断变化,焊至腹部低点(两侧焊缝相接处)时形成一个三角形空焊区。等径焊接三通在三角形空焊区接焊时,注意焊机摆动幅度不能过大,电弧不能超过已焊焊道,以接头均匀,成形美观。
三通热压成形是将大于三通直径的管坯,压扁约至三通直径的尺寸,在拉伸支管的部位开一个孔;管坯经加热,放入成形模中,并在管坯内装入拉伸支管的冲模;在压力的作用下管坯被径向压缩,在径向压缩的过程中金属向支管方向流动并在冲模的拉伸下形成支管。整个过程是通过管坯的径向压缩和支管部位的拉伸过程而成形。与液压胀形三通不同的是,热压三通支管的金属是由管坯的径向运动进行补偿的,所以也称为径向补偿工艺。由于采用加热后压制三通,材料成形所需要的设备吨位降低。热压三通对材料的适应性较宽,适用于低碳钢、合金钢、不锈钢的材料;特别是大直径和管壁偏厚的三通,通常采用这种成形工艺。无缝三通外形美观,表面平整光滑,质感。焊接等径不锈钢无缝三通锻打,表面光滑,价格计算合理,外形美观,质感。






