 北京碳钢偏心大小头碳钢偏心大小头除使用钢管为原料生产异径管外,对部分规格的异径...
北京碳钢偏心大小头碳钢偏心大小头除使用钢管为原料生产异径管外,对部分规格的异径... 北京小口径直缝钢管小口径直缝钢管生产过程如下:外观检查,机械清洗、机械清洗、退...
北京小口径直缝钢管小口径直缝钢管生产过程如下:外观检查,机械清洗、机械清洗、退... 北京外3PE内水泥砂浆钢管外3PE内水泥砂浆钢管综合了熔结环氧粉末涂层和挤压聚乙烯两种层的...
北京外3PE内水泥砂浆钢管外3PE内水泥砂浆钢管综合了熔结环氧粉末涂层和挤压聚乙烯两种层的... 北京无缝弯头无缝弯头是用于管道转弯处的一种管件。在管道系统多使用的全部...
北京无缝弯头无缝弯头是用于管道转弯处的一种管件。在管道系统多使用的全部... 北京单层环氧粉末钢管单层环氧粉末钢管采用的是熔结环氧粉末外涂层,熔结环氧粉末外涂...
北京单层环氧粉末钢管单层环氧粉末钢管采用的是熔结环氧粉末外涂层,熔结环氧粉末外涂...
Q235B螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。
2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶, 终形成牢固的焊缝。Q235B螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
工艺特点
Q235B螺旋钢管主要工艺特点:
a. 成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的Q235B螺旋钢管在直径和壁厚的尺寸规格范围上有 大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在Q235B螺旋钢管规格方面 多的要求。
b. 采用的双面埋弧焊的工艺,可在 佳位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。
c. 对钢管进行的质量检查,使钢管生产的全过程均在的检测、监控之下,地了产品质量。
d. 整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由 控制室对生产过程中的技术参数。
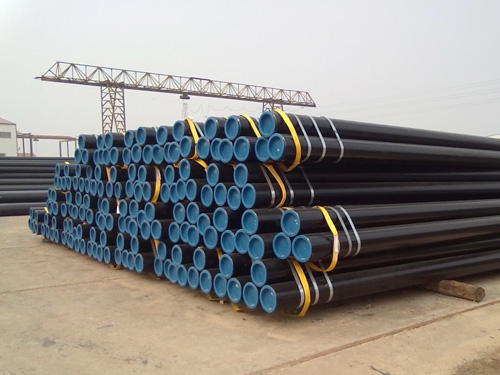
堆放原则要求
1、Q235B螺旋钢管堆码的原则要求是在码垛稳固、 的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;
2、禁止在Q235B螺旋钢管垛位四周存放对钢材有侵蚀作用的物品;
3、Q235B螺旋钢管垛底应垫高、、平整,防止材料受潮或变形;
4、同种材料按入库先后分别堆码;
5、露天堆放的Q235B螺旋钢管型钢,下面有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形;
6、Q235B螺旋钢管堆垛高度,人工功课的不超过1.2m,机械功课的不超过1.5m,垛宽不超过2.5m;
7、垛与垛之间应留有 的通道,检查道一般为0.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.0m;
8、露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈;
9、垛底垫高,若仓库为向阳的水泥地面,垫高0.1m即可;若为泥地,须垫高0.2~0.5m。若为露天场地,水泥地面垫高0.3~0.5m,沙泥面垫高0.5~0.7m。
Q235B螺旋钢管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国的二十个产品之一。作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。天津螺旋钢管厂的主要发展方向是:设计出产新结构的钢管,如双层螺旋焊接钢管,即用厚度为管壁一半的带钢焊成双层管,不仅强度比同厚度的单层管高,且不会泛起脆性破坏;新钢种,进步冶炼工艺技术水平,广泛采用控制轧制和轧后余热处理工艺,以不断进步管体的强韧性和焊接机能;鼎力发展涂层管,如在管内壁涂以层,不仅可延长使用寿命,且可内壁的光滑度,降低流体摩擦阻力,减少积蜡和污垢,减少清管次数,降低维修用度;出产大直径厚壁管以进步耐压能力。
 北京API 5L GR.B无缝钢管 API 5L GR.B无缝钢管生产工艺,...
北京API 5L GR.B无缝钢管 API 5L GR.B无缝钢管生产工艺,...  北京双层环氧粉末钢管 双层环氧粉末钢管FBE环氧粉末...
北京双层环氧粉末钢管 双层环氧粉末钢管FBE环氧粉末...  北京水泥砂浆钢管 水泥砂浆钢管可用于市政工程...
北京水泥砂浆钢管 水泥砂浆钢管可用于市政工程...  北京不锈钢三通 不锈钢三通为管件、管道连接...
北京不锈钢三通 不锈钢三通为管件、管道连接... 
